Keylocking Studs Selection Chart



Material: 4140 Alloy Steel (160 KSI Min.)
Finish: Cadmium Plate (QQ-P-416 Type II, CI. 2)
Tolerances: ±.010 unless specified otherwise
Internal Threads: Per SAE AS8879
Dimensions: All dimensions are in inches
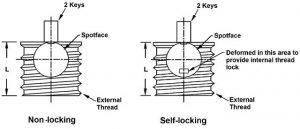
Keys: Integral key inserts are furnished with 2 locking keys.
Material Identification Mark: None
Lubrication: Dry Film Lube on Self-Locking Inserts only
Performance: MIL-I-45914 (NAS1394 and NAS1395).
Material: A286 CRES
Finish: Passivated
Tolerances: ±.010 unless specified otherwise
Internal Threads: Per SAE AS8879
Dimensions: All dimensions are in inches
Keys: Integral key inserts are furnished with 2 locking keys.
Material Identification Mark: None
Lubrication: Dry Film Lube on Self-Locking Inserts only
Performance: MIL-I-45914 (NAS1394 and NAS1395).
Material: 303 CRES
Finish: Passivated
Tolerances: ±.010 unless specified otherwise
Internal Threads: Per SAE AS8879
Dimensions: All dimensions are in inches
Keys: Integral key inserts are furnished with 2 locking keys.
Material Identification Mark: None
Lubrication: Dry Film Lube on Self-Locking Inserts only
Performance: MIL-I-45914 (NAS1394 and NAS1395).